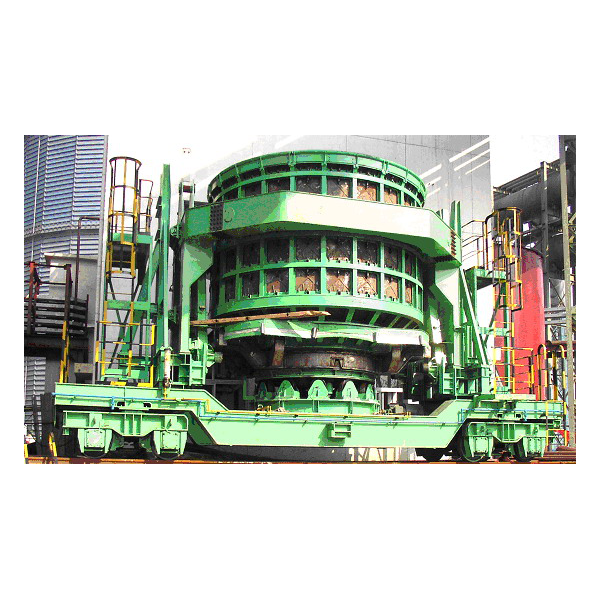
山东同进推焦车 用户满意的推焦车 推焦时,推焦杆头伸入碳化室与焦饼接触,焦炭首先被压缩,压缩行程约等于碳化室有效长度的5-8%。压缩终了时,推焦阻力达到最大值,此时的指示电流为推焦的最大电流。焦饼开始移动后,阻力逐渐降低。推焦时要注意推焦电流的变化,当推焦电流过大时,则说明焦饼移动的阻力大。为此,对每座焦炉,应根据炉体情况,规定最大的允许推焦电流,当超过该值时,即属焦饼难推。山东同进推焦车 用户满意的推焦车
造成推焦困难的原因很多,如加热炉温不适当或不均匀,当温度低时会引起焦饼收缩不够而造成推焦阻力增大,温度过高使焦炭过火而碎裂,发生卡焦而使推焦困难;又如炭化室炉顶,炉墙石墨沉积过厚,炉墙变形,由于平煤操作不良而堵塞装煤孔,炉门框变形以及原料煤收缩值过小等,均会增加推焦阻力。
推焦应按一定次序进行,每座焦炉各个炭化室装煤,出焦的次序,称为推焦顺序(串序)。选择推焦顺序时,应考虑以下因素:
1 应防止由于推焦 而使炉墙发生变形。为此,应使相邻炭化室结焦时间相差一半,即使推焦炭化室左右相邻的炭化室处于结焦中期,处于膨胀阶段,支撑着燃烧室。这样推焦时炉墙不致受压而变形。
而使炉墙发生变形。为此,应使相邻炭化室结焦时间相差一半,即使推焦炭化室左右相邻的炭化室处于结焦中期,处于膨胀阶段,支撑着燃烧室。这样推焦时炉墙不致受压而变形。
而使炉墙发生变形。为此,应使相邻炭化室结焦时间相差一半,即使推焦炭化室左右相邻的炭化室处于结焦中期,处于膨胀阶段,支撑着燃烧室。这样推焦时炉墙不致受压而变形。
2 应最充分发挥焦炉机械的使用效率,尽量缩短机械的行程。
3 尽量沿炉组全长均匀推焦和装煤,以防止砌体局部过热或过冷,使炉温均匀,并保证集气管负荷均匀。
推焦顺序通常以m--n表示。其中m代表一痤或一组焦炉所有炭化室划分的组数,即是相邻两次推焦间隔的炉孔数。n表示第一趟推出的炉室与第二趟推出的炉室的间隔数。
为了实现均衡生产,使各炭化室的焦饼按一定结焦时间均匀成熟,使整个炉组实现定时,准点出焦,定时进行机械设备的预防性维修,需要编制推焦图表。在周转时间内,将全炉各炭化室焦炭推出一次,在时间上合理的分配方法有两种。一种是将时间平均分配;例如65孔焦炉,周转时间为13小时,则每推一次焦的时间为12分钟。这样的时间分配,在全座焦炉上煤气发生量比较稳定和均匀,其缺点是焦炉机械没有停歇时间,无法进行维修,机械的安全运转没有保证。因而目前应用较多的是另一种方法,即循环推焦法。将整个结焦时间分为两部分,一部分是推焦操作时间,另一部分是机维修时间。机械维修时间一般为两小时左右,此时,焦炉上停止推焦,各部分机械处于停歇状态。
推焦设备性能
推焦目前,国内大部分冶金企业推焦车的推焦机和平煤机构还在延用传统的LK主令手动控制,这样的控制方法为人工操作、受人为影响较大、精度低,推焦存在一些不可克服的缺点,已越来越不能满足炼焦工艺的要求。ZNLK-I系列智能主令控制器是我公司经过数年努力而研制的一种新型智能主令控制器,它具有运行可靠、响应速度快、分辨率高、调整方便迅速、可在运行中调整、全数字显示、远程通讯、多种保护功能等优点。1、运行可靠:该装置由先进、可靠的可编程序控制器(PLC)与绝对型旋转编码器组成,通过旋转编码器产生的位置码实现对现场物体位移的检测,然后经PLC译码、运算、分析,以产生不同的控制信号和各种保护输出,可有效防止推焦杆过劲脱离齿轮掉入炭化室。2、响应速度快:该智能主令由于采用可编程序控制器进行控制,因此其响应速度非常快,响应速度可达微秒级。3、分辨率高:该智能主令的分辨率可以达到毫米级,精确度非常高,能够适应需要精确定位和精确限位控制的场合。4、调整方便迅速:该智能主令的调节无需任何工具,仅需对TD200操作面板操作,即可达到调整的目的,熟练的操作者只需几秒钟即可完成。5、可在运行中调整:该主令控制器可在设备运行状态中进行调整,设备不必停止即可对控制信号的输出位置通过TD200操作面板进行微调。6、全数字显示:在被控物体运行期间可以方便地从操作面板TD200上观察出其所处的位置。7、远程通讯:该主令具有远程通讯功能,可以直接和其它控制系统(如:PLC系统、工业控制网络系统)相连接。8、保护功能齐全:该主令设有过速保护和零速保护。当推焦杆失控,超过一定速度时,该主令即可发出停止信号,以避免发生故障。当机械等传动部分故障造成电机启动而推焦杆零速(或主令零速)时,该主令也能进行保护。
推焦技术参数
电压/频率范围:85-264VAC,47-63Hz
瞬时冲击电流:264VAC时,峰值20A
电源隔离:变换器,1500VAC,1分钟
输出类型:继电器,干接点(PLC本身继电器)
最大负载电流:2A/点(PLC本身继电器输出)
额定负载时100,000次
接点阻值:不大于200mΩ
输出隔离:线圈对接点:1500VAC,1分钟
接点对接点:1500VAC,1分钟
功耗:9W
输出点数:10(标准)
依据标准:UL508,CSAC22.2142
FM类1,区2VDE0160CE
输入:14点,提供备用输入6点(标准)
15-30VDC时:ON状态最小4mA,OFF状态最大1mA,响应时间0.2ms
输出:10/18点(可选)
记忆功能:EEPROM(写入寿命10万次)
主控单元到现场单元距离:仅使用编码器自带电缆时,小于2.5米(如主控
单元到现场单元距离较远,可以另外敷设电缆)
推焦工作原理
在主令工作时,由受控设备通过现场变送单元的传动机构带动编码器一起旋转,编码器产生一系列位置码并送到可编程序控制器(PLC)的输入端,在PLC内部进行译码、累加等数学运算处理,同时与操作面板TD200中可调的设定参数相比较,在合适的位置发出相应的控制信号,从而达到控制机器动作的目的。
数字概念:(受控设备以推




 通过认证
通过认证